


권호기사보기
| 기사명 | 저자명 | 페이지 | 원문 | 기사목차 |
|---|
| 대표형(전거형, Authority) | 생물정보 | 이형(異形, Variant) | 소속 | 직위 | 직업 | 활동분야 | 주기 | 서지 | |
|---|---|---|---|---|---|---|---|---|---|
| 연구/단체명을 입력해주세요. | |||||||||
|
|
|
|
|
|
* 주제를 선택하시면 검색 상세로 이동합니다.
목차
표제지=0,1,1
제출문=0,2,1
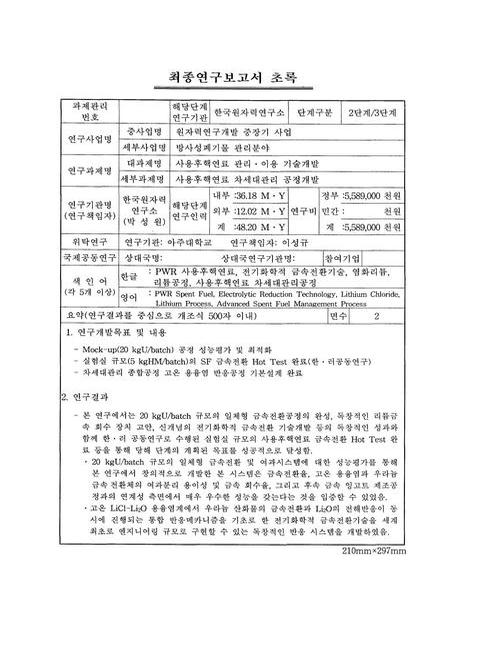
최종연구보고서 초록/박성원=0,3,2
요약문=i,5,8
SUMMARY=ix,13,10
CONTENTS=xix,23,4
목차=xxiii,27,3
표목차=xxvi,30,4
그림목차=xxx,34,20
제1장 서론=1,54,4
제2장 국내외 기술개발 현황=5,58,1
1. 산화물 사용후핵연료의 금속전환 기술=5,58,5
2. LiCl-Li₂O 용융염계로부터 리튬금속 회수 기술=9,62,3
3. LiCl-Li₂O 용융염계에서 희토류 원소 산화물의 화학적 거동=11,64,2
4. 금속전환체의 연속주조 기술=13,66,13
5. 고온 용융염 반응공정 장치재료=26,79,2
6. 전기화학적 금속전환 기술=27,80,28
제3장 단위공정별 공정개선 및 실증시설 설계자료 확보=55,108,1
제1절 리튬에 의한 우라늄 산화물의 금속전환장치 개발=55,108,2
1. 고온 LiCl-Li₂O-Li 용융염계에서 우라늄 금속분말 분라방안 평가=56,109,8
2. 금속전환 장치의 리튬금속 공급방법 평가=63,116,3
3. 우라늄 산화물에 따른 금속전환 특성평가=65,118,7
4. LiCl-Li₂O 용융염계로부터 리튬금속 회수기술 개발=72,125,18
5. Mock-up 공정(20kgU/batch) 성능평가 및 최적화=89,142,41
제2절 Mock-up 공정해석을 위한 열역학 보완실험=130,183,1
1. 불활성 분위기 실험기반 구축=130,183,4
2. LiCl-Li₂O 용융염계에서 희토류원소 산화물의 화학적 거동=133,186,12
제3절 금속전환체 연속주조 특성시험 및 공정 최적화=145,198,2
1. 우라늄 연속주조 장치 개선=146,199,2
2. 우라늄 연속주조 실험 방법=148,201,2
3. 우라늄 연속주조 실험 조건 및 결과=149,202,7
4. 몰드와 도가니의 형태 변경=156,209,4
5. 우라늄과 몰드와의 반응성 검토=159,212,4
6. 결론=162,215,1
제4절 고온 용융염 반응공정 장치재료 선정 평가=163,216,1
1. 실험 방법=164,217,2
2. 결과 및 고찰=165,218,61
3. 결론=226,279,3
제5절 우라늄 산화물의 전기화학적 금속전환 특성평가=229,282,1
1. 전기화학적 금속전환 기술에 대한 검증실험=229,282,57
2. 산화전극의 성능평가=285,338,26
3. 5 kgU/batch 규모의 전기화학적 금속전환 장치 성능평가=310,363,47
4. 20 kgU/batch 규모의 전기화학적 금속전환 제조시스템 설계,제작 및 시운전=356,409,39
5. LiCl-Li₂O용융염계에서 주요 핵종의 전기화학적 거동 평가=395,448,61
제6절 차세대관리 종합공정 mechanical flow sheet 분석=456,509,1
1. 사용후핵연료 차세대관리 종합공정 flow sheet 개요=456,509,5
2. 사용후핵연료 차세대관리 종합공정 mechanical flow sheet 분석 및 평가=460,513,8
3. Logistic time schedule 분석=467,520,7
4. 사용후핵연료 차세대관리 종합공정 실증 기본계획(안)=473,526,4
제4장 차세대관리 종합공정 발생 고방사성 물질 처리공정 개발=477,530,1
제1절 용융염 재순환공정 개발=477,530,1
1. 용융염 및 회수 리튬금속의 취급용이성 향상방안 도출 및 실험적 검증=477,530,4
2. 용융염 펠렛 제조공정 성능평가=480,533,13
3. 50 kg LiCl/batch 규모의 용융염 재순환용 펠렛장치 제작=492,545,14
제2절 핫셀 내 분위기 제어를 위한 불활성가스 정제 및 냉각시스템 개발=506,559,1
1. 불활성 분위기 셀의 정제공정 개념 확립=506,559,4
2. 차세대관리 종합공정 불황성가스 냉각 loop 개념 확립=509,562,5
3. 정제 및 냉각계통 공정장치의 주요 구성부 특성평가=514,567,11
4. 아르곤 셀의 정제 및 냉각 공정장치 설계=524,577,5
제5장 차세대관리 핵심공정 핫셀시험(한ㆍ러 공동연구)=529,582,2
1. 공동연구 개요=530,583,8
2. 금속전환 장치(simulator) 제작/설치 및 비방사성 실험=537,590,10
3. 사용후핵연료 산화분말 특성=547,600,4
4. 사용후핵연료 금속전환 hot test[원본불량;p.571~572]=550,603,23
5. 사용후핵연료 금속 잉고트의 제조 및 공기 중 산화시험=573,626,4
6. 결론=577,630,2
제6장 연구개발 목표 달성도 및 관련 분야에의 기여도=579,632,6
제7장 연구개발 결과의 활용계획=585,638,2
제8장 참고문헌=587,640,16
영문목차
[title page etc.]=0,1,22
CONTENTS=0,23,31
Chapter 1. Introduction=1,54,4
Chapter 2. Current Status=5,58,1
Section 1. Technology on metalization of spent oxide fuel=5,58,5
Section 2. Technology on Li metal recovery from a LiCI-Li₂O molten salt system=9,62,3
Section 3. Chemical behaviors of rare earth oxides in a LiCI-Li₂O molten salt system=11,64,2
Section 4. Continuous casting technology of transformed metal product=13,66,13
Section 5. Materials for high temperature molton salt reaction process apparatus=26,79,2
Section 6. Electrochemical metalization technology=27,80,28
Chapter 3. Process Improvement of Unit Processes and Acquisition of Data for Demonstration Facility Design=55,108,1
Section 1. Development of metalizer for the Li reduction of uranium oxides=55,108,2
1. Evaluation of the methods for the separation transformed metal powder from a high temperature LiCI-Li₂O-Li molten salt system=56,109,8
2. Evaluation of the Li metal feeding method into the metalizer=63,116,3
3. Analysis on the metalization characteristics of uranium oxides=65,118,7
4. Devlopment of Li metal recovery technology from a LiCI-Li₂O molten salt system=72,125,18
5. Performance test and optimization of the mock-up process(20 kgU/batch)=89,142,30
6. Anlysis of properties of the reduced metal product=119,172,11
Section 2. Thermodynamic supplementary experiments for analysis of the mock-up process=130,183,1
1. Buildup of basis for inert atmosphere experiments=130,183,4
2. Chemical behaviors of rare earth oxides in a LiCI-Li₂O molten salt system=133,186,12
Section 3. Characterization and process optimization of the continuous casting of transformed metal product=145,198,2
1. Modification of the uranium continuous casting apparatus=146,199,2
2. Experimental methods=148,201,2
3. Experimental conditions and results=149,202,7
4. Charge of shape of molds and crucibles=156,209,4
5. Discussion of the reactivity between uranium and mold=159,212,4
6. Conclusion=162,215,1
Section 4. Selection and evaluation of the materials for the reaction apparatus used in a high temperature molten salt system=163,216,1
1. Experimental methods=164,217,2
2. Results and discussion=165,218,61
3. Conclusion=226,279,3
Section 5. Characterization of the electrochemical metalization of uranium oxide=229,282,1
1. Experimental verification of electrochemical metalization technology=229,282,57
2. Performance test of the anode electrode=285,338,26
3. Performance test of the 5 kgU/batch electrochemical metalizer=310,363,47
4. Design,manufacturing and a trial run of 20kgU/batch electrochemical metalizer=356,409,39
5. Analysis on the electrochemical behaviors of major nuclides in a LiCI-Li₂O molten salt system=395,448,61
Section 6. Analysis of the mechanical flow sheet of the advanced spent fuel conditioning process=456,509,1
1. Analysis of the flow sheet of the advanced fuel conditioning process=456,509,5
2. Analysis of the mechanical flow sheet of the advanced spent fuel conditioning process=460,513,8
3. Logistic time schedule analysis=467,520,7
4. Plan for the hot cell demonstration of the advanced spent fuel conditioning process=473,526,4
Chapter 4. Development of Treatment Process for High Radioactive Material from the Advanced Spent Fuel Conditioning Process=477,530,1
Section 1. Development of the molten salt recycle process=477,530,1
1. Development and experimental verification of the handling method for the molten salt and recovered lithium metal=477,530,4
2. Performance test of the molten salt pelletizing process=480,533,13
3. Manufacturing of the 50 kg LiCI/batch pelletizer for the molten salt recycle=492,545,14
Section 2. Development of the inert gas purification and cooling system for the control of the hot cell atmosphere=506,559,1
1. Establishment of the concept for purification process in an inert atmosphere hot cell=506,559,4
2. Establishment of the concept for an inert gas cooling loop of the advanced spent fuel conditioning process=509,562,5
3. Evaluation of the major components of the purification and cooling system=514,567,11
4. Design of the purification and cooling apparatus of argon cell=524,577,5
Chapter 5. Hot cell Demonstration for Key Process of Advanced Spent Fuel Management Process (Korean-Russia Joint Research)=529,582,2
1. Abstract of joint research=530,583,8
2. Manufacturing/installation of metalizer (simulator) and cold test=537,590,10
3. Characterization of spent oxide fuel=547,600,4
4. Hot test of the spent fuel metalization=550,603,23
5. Production of metal ingot of spent fuel and oxidation experiment of it under air atmosphere=573,626,4
6. Conclusion=577,630,2
Chapter 6. Achievements and Contribution=579,632,6
Chapter 7. Application of Results=585,638,2
Chapter 8. References=587,640,16
Fig. 2.1. Superimposed profiles showing variation in depth and shape with changes in casting speed(Casting condition:metal temp. =670℃;metal head = 3½ in;water volum = 70 gal/min)=16,69,1
Fig. 2.2. Typical d/t½(이미지참조) plots for variations in metal temperature=16,69,1
Fig. 2.3. Comparison of mold thermal resistances in the slab mold=17,70,1
Fig. 2.4. Estimated air gap between ingot and mold=21,74,1
Fig. 2.5. Example of air gap magnitude calculation at the corner of a mold=22,75,1
Fig. 2.6. Schematic diagram of a break-out mechanism by a restriction=23,76,1
Fig. 2.7. Schematic diagram of ring formation process=25,78,1
Fig. 2.8. Schematic diagram of (a) recessed channel electrode assembly and (b) details of the recessed channels in the electrode surface=29,82,1
Fig. 2.9. Section view of bench scale electrorefiner and cathode basket=29,82,1
Fig. 2.10. Sketch of the electrochemical cell used in the direct electrochemical reduction of metal-oxides:cell with metal-basket cathode=30,83,1
Fig. 2.11. Reference potential scale for the direct oxide reduction process=31,84,1
Fig. 2.12. Spent oxide treatment by pyro-process with UO₂collection,electrochemical reduction and electrorefining=32,85,1
Fig. 2.13. Potential distribution and equivalent circuit for the semi-conductor/melt interface=34,87,1
Fig. 2.14. Unit cell of the crystal structure of SnO₂(large circles:oxygen atoms;small circles:tin atoms)=36,89,1
Fig. 2.15. Crystal structure of LiFeO₂=37,90,1
Fig. 2.16. Flowchart for co-precipitation step for synthesis of doped oxides=39,92,1
Fig. 2.17. Resistivity of Mn-doped LiFeO₂at 650℃=40,93,1
Fig. 2.18. Lattice constant for Mn-doped LiFeO₂=40,93,1
Fig. 2.19. Seebeck coefficient for LiFeO₂=40,93,1
Fig. 2.20. Resistivity of cobalt-doped LiFeO₂at 650℃ as a function of dopant concentration=42,95,1
Fig. 2.21. Resistivity of copper-doped LiFeO₂(Cu/Fe = 1/10)=42,95,1
Fig. 2.22. Isostatic stress state in the cold isostatic press=45,98,1
Fig. 2.23. Mold for isostatic pressing using perforated supporter=46,99,1
Fig. 2.24. Isostatic pressing device using (a) high pressure pump and (b) hydraulic press=46,99,1
Fig. 2.25. Perforated aluminum supporter=47,100,1
Fig. 2.26. Schematic representation of the formation of a slip-cast layer formed by the extraction of water by capillary action of a plaster of paris mold=49,102,1
Fig. 3.1. Schematic view of the metallization and filtration apparatus=57,110,1
Fig. 3.2. Schematic view of the metallization and smelting apparatus=58,111,1
Fig. 3.3. Experimental apparatus of metallization and filtration=60,113,1
Fig. 3.4. Reactor and uranium metal filtered in porous magnesia filter=62,115,1
Fig. 3.5. Damaged graphite crucible=62,115,1
Fig. 3.6. Supply system of molten lithium metal=64,117,1
Fig. 3.7. Schematic diagram of apparatus for the metallization of uranium oxide in a LiCI-Li molten salt=66,119,1
Fig. 3.8. Distribution of U₃O8(이미지참조) powder in a LiCI molten salt at 650℃=68,121,1
Fig. 3.9. Reduction yield of uranium as a function of time=69,122,1
Fig. 3.10. X-ray patterns of the uranium metal=69,122,1
Fig. 3.11. Reduction yield of uranium as a function of Li₂O concentration=71,124,1
Fig. 3.12. Schematic diagram of the semi-continuous Li recovery apparatus=73,126,1
Fig. 3.13. Pore size distribution of the MgO container=78,131,1
Fig. 3.14. Li recovered in the MgO container=79,132,1
Fig. 3.15. Linear sweep voltammogram of a LiCI-Li₂O molten salt at 650℃ with scan rate of 0.139 mV/sec=81,134,1
Fig. 3.16. Corrosion of Pt anode(a),STS thermocouple(b),and STS inner reactor(c) during Li recovery in a LiCI-Li₂O molten salt at 650℃=82,135,1
Fig. 3.17. Variation of anode,cathode,and cell voltage with time during chronopotentiometry(1.0 A) experiments in a LiCI-Li₂O molten salt=83,136,1
Fig. 3.18. Change of cell potential with time during chronopotentiometry (0.5,1.0,and 1.5A) experiments in a LiCI-Li₂O molten salt=84,137,1
Fig. 3.19. Change of Li₂O concentrarion with time during chronopotentiometry (0.5,1.0,and 1.5A) experiments in a LiCI-Li₂O molten salt=85,138,1
Fig. 3.20. Change of cell potential with time when initial Li₂O concentration in a LiCI-Li₂O molten salt was 5,3,and 2wt%,respectively=87,140,1
Fig. 3.21. Change of Li₂O concentrarion with time when initial Li₂O concentration in a LiCI-Li₂O molten salt was 5,3,and 2wt%,respectively=87,140,1
Fig. 3.22. Schematic drawing and photograph of the mock-up metallizer=92,145,1
Fig. 3.23. Internal feature of the metallizer=92,145,1
Fig. 3.24. Porous magnesia filter=92,145,1
Fig. 3.25. SEM photograph of U₃O8(이미지참조) powders produced from UO₂pellet=99,152,1
Fig. 3.26. Oxygen contents in the argon atmospheric glove box=100,153,1
Fig. 3.27. Conversion rate of uranium oxide powders as a function of time=103,156,1
Fig. 3.28. Produced uranium metal powders=103,156,1
Fig. 3.29. TGA graph of the uranium metal powders produced=104,157,1
Fig. 3.30. Drawing of the electrolyzer assembly=113,166,1
Fig. 3.31. P&ID of the molten salt transportation=116,169,1
Fig. 3.32. Results of the electrolysis experiment=118,171,1
Fig. 3.33. Flow sheet of the advanced spent fuel management process=123,176,1
Fig. 3.34. Thermal power of a reduced metal ingot as a function of cooling time=128,181,1
Fig. 3.35. Radioactivity of a reduced metal ingot as a function of cooling time=128,181,1
Fig. 3.36. Glovebox=131,184,1
Fig. 3.37. Experimental apparatus for the reaction of rare earth oxides in a LiCI-Li₂O molten salt=132,185,1
Fig. 3.38. Experimental apparatus for the RE₂O₃-Li₂O reaction=134,187,1
Fig. 3.39. Change of Li₂O in LiCI vs. RE₂O₃-Li₂O reaction time=136,189,1
Fig. 3.40. XRD patterns of the RE₂O₃-Li₂O reaction products=138,191,6
Fig. 3.41. The inside view of vacuum chamber=147,200,1
Fig. 3.42. The screen of a data acquisition software=147,200,1
Fig. 3.43. Metal uranium rod failed to pass through zirconia mold=151,204,1
Fig. 3.44. Zirconia mold broken by thermal expansion=151,204,1
Fig. 3.45. Broken metal uranium rod at the Z2-1 condition=152,205,1
Fig. 3.46. A residual metal uranium lump and rod=152,205,1
Fig. 3.47. Temperature change of a molten metal,crucible and mold parts during the continuous casting using zirconia mold=153,206,1
Fig. 3.48. Photograph of continuous casting uranium rod at (a) BN-1,(b) BN-2,(c) BN-3 conditions of the Table 3.24=155,208,1
Fig. 3.49. Photograph of mold (a) before and (b) after change of mold shape=156,209,1
Fig. 3.50. (a) Before and (b) after change of crucible and mold design=157,210,1
Fig. 3.51. Photograph of continuous casting uranium bar at (a) SN-1,(b) SN-2 conditions of the Table 3.25=159,212,1
Fig. 3.52. Temperature change of a molten metal,crucible and mold parts during the continuous casting using Si₃N₄mold=159,212,1
Fig. 3.53. The free energy change of reaction between urainum and boron nitride=160,213,1
Fig. 3.54. The free energy change of reaction between urainum and zirconia=160,213,1
Fig. 3.55. The free energy change of reaction between urainum and silicon nitride=161,214,1
Fig. 3.56. Reaction layer between uranium and boron nitride by the SEM=162,215,1
Fig. 3.57. Effect of Li₂O concentration on the alloys corroded in the molten salt of LiCI-Li₂O at 650℃ for 25 hours=166,219,1
Fig. 3.58. Effect of Li₃N concentration on the weight loss of the alloys in the molten salt of LiCI-8% Li₂O-Li₃N at 650℃ for 25 hours=167,220,1
Fig. 3.59. Weight loss of the alloys corroded in the molten salt of (a) LiCI-5% Li₂O and (b) LiCI-8% Li₂O at 650℃,as a function of time=167,220,1
Fig. 3.60. Weight loss of the alloys corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃,as a function of time=168,221,1
Fig. 3.61. Effect of Li₂O concentration on the weight loss of Type 304 in the molten salt of LiCI-Li₂O for 25 hours=169,222,1
Fig. 3.62. Effect of Li₂O concentration on the weight loss of Type 304L in the molten salt of LiCI-Li₂O for 25 hours=169,222,1
Fig. 3.63. Weight loss of the alloys corroded in the molten salt of LiCI-Li₂O-Li₃N at 650℃,0.7 kg/㎠.G,as a function of concentration=170,223,1
Fig. 3.64. Weight loss of the alloys corroded in the molten salt of LiCI-Li₂O-Li₃N at 650℃,1.4 kg/㎠.G,as a function of concentration=171,224,1
Fig. 3.65. Microstructure and X-ray line scan of Type 316LN corroded in the molten salt of LiCI-Li₂O at 650℃ for 25 hours=171,224,1
Fig. 3.66. X-ray diffraction patterns of Type 316LN corroded in the molten salt of LiCI-Li₂O at 650℃ for 25 hours,(a) surface,(b) precipitates=172,225,1
Fig. 3.67. Microstructure of Type 316LN corroded in the molten salt of LiCI-Li₂O-Li₃N at 650℃ for 25 hours=173,226,1
Fig. 3.68. X-ray diffraction patterns of Type 316LN corroded in the molten salt of LiCI-Li₂O-Li₃N at 650℃ for 25 hours,(a) surface,(b) precipitates=173,226,1
Fig. 3.69. Microstructure of Type 304 corroded in the molten salt of LiCI-Li₂O at 650℃ for 25 hours=174,227,1
Fig. 3.70. X-ray diffraction patterns of Type 304 corroded in the molten salt of LiCI-Li₂O at 650℃ for 25 hours,(a) surface,(b) precipitates=174,227,1
Fig. 3.71. Microstructure of Type 304 corroded in the molten salt of LiCI-Li₂O-Li₃N at 650℃ for 25 hours=175,228,1
Fig. 3.72. X-ray diffraction patterns of Type 304 corroded in the molten salt of LiCI-Li₂O-Li₃N at 650℃ for 25 hours,(a) surface,(b) precipitates=175,228,1
Fig. 3.73. Microstructure of Type 304 corroded in the molten salt of LiCI-Li₂O at 650℃ for 25 hours,(a) 3 wt%,(b) 8 wt%=176,229,1
Fig. 3.74. Microstructure of Type 304L corroded in the molten salt of LiCI-Li₂O at 650℃ for 25 hours,(a) 3 wt%,(b) 8 wt%=177,230,1
Fig. 3.75. Microstructure of Type 304 corroded in the molten salt of LiCI-8% Li₂O-2% Li₃N at 650℃ for 25 hours=178,231,1
Fig. 3.76. Microstructure of Type 316LN corroded in the molten salt of LiCI-8% Li₂O-2% Li₃N at 650℃ for 25 hours=178,231,1
Fig. 3.77. Microstructure of Type 304L:(a) non-heating treatment,(b) heating treatment=179,232,1
Fig. 3.78. X-ray diffraction patterns of the scales on Type 304L corroded in the molten salt of LiCI-8% Li₂O at 650℃ for 25 hours,(a) non-heating treatment,(b) heating treatment=180,233,1
Fig. 3.79. Weight loss of the alloys corroded in the molten salt of (a) LiCI-8% Li₂O,(b) LiCI-8% Li₂O-1% Li₃N at 650℃,as a function of time=181,234,1
Fig. 3.80. Scale thickness of the alloys corroded in the molten salt at 650℃ for 25 hours=182,235,1
Fig. 3.81. X-ray diffraction patterns of the scales on (a) Type 304,(b) Type 316LN corroded in the molten salt of LiCI-8% Li₂O at 650℃ for 25 hours=183,236,1
Fig. 3.82. X-ray diffraction patterns of the scales on (a) Type 304,(b) Type 316LN corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃ for 25 hours=184,237,1
Fig. 3.83. X-ray diffraction patterns of precipitates of (a) Type 304,(b) Type 316LN corroded in the molten salt of LiCI-8% Li₂O at 650℃ for 25 hours=185,238,1
Fig. 3.84. X-ray diffraction patterns of precipitates of (a) Type 304,(b) Type 316LN corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃ for 25 hours=186,239,1
Fig. 3.85. SEM and X-ray line scan of the scale on (a) Type 304,(b) Type 316LN corroded in the molten salt of LiCI-8% Li₂O at 650℃ for 25 hours=187,240,1
Fig. 3.86. SEM and X-ray line scan of the scale on (a) Type 304,(b) Type 316LN corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃ for 25 hours=188,241,1
Fig. 3.87. SEM cross-sectional image and points (a),concentration profile along to the cross-section image (b) of Type 304 corroded in the molten salts of LiCI-8% Li₂O at 650℃ for 25 hours=189,242,1
Fig. 3.88. SEM cross-sectional image and points (a),concentration profile along to the cross-section image (b) of Type 316LN corroded in the molten salts of LiCI-8% Li₂O-1% Li₃N at 650℃ for 25 hours=190,243,1
Fig. 3.89. SEM cross-sectional image and points (a),concentration profile along to the cross-section image (b) of Type 304 corroded in the molten salts of LiCI-8% Li₂O-1% Li₃N at 650℃ for 25 hours=191,244,1
Fig. 3.90. SEM cross-sectional image and points (a),concentration profile along to the cross-section image (b) of Type 316LN corroded in the molten salts of LiCI-8% Li₂O-1% Li₃N at 650℃ for 25 hours=192,245,1
Fig. 3.91. Weight loss of the alloys corroded in the molten salt of LiCI-8% Li₂O at 650℃,as a function of time=193,246,1
Fig. 3.92. Weight loss of the alloys corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃,as a function of time=194,247,1
Fig. 3.93. X-ray diffraction patterns of the scales on Type 304 corroded in the molten salt of LiCI-8% Li₂O at 650℃ for 25 hours=195,248,1
Fig. 3.94. X-ray diffraction patterns of the scales on Type 304 corroded in the molten salt of LiCI-8% Li₂O at 650℃ for 150 hours=195,248,1
Fig. 3.95. X-ray diffraction patterns of the scales on Type 304 corroded in the molten salt of LiCI-8% Li₂O at 650℃ for 360 hours=196,249,1
Fig. 3.96. X-ray diffraction patterns of the scales on Type 304 corroded in the molten salt of LiCI-8% Li₂O at 650℃ for 500 hours=196,249,1
Fig. 3.97. X-ray diffraction patterns of the scales on Type 304 corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃ for 5 hours=197,250,1
Fig. 3.98. X-ray diffraction patterns of the scales on Type 304 corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃ for 150 hours=197,250,1
Fig. 3.99. X-ray diffraction patterns of the scales on Type 304 corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃ for 360 hours=198,251,1
Fig. 3.100. X-ray diffraction patterns of the scales on Type 304 corroded in the molten salt of LiCI-8% Li₂O-1% Li₃N at 650℃ for 500 hours=198,251,1
Fig. 3.101. Corrosion rates of Ni-base alloys (a) at 650℃ with time,(b) for 72 hours with temperature=199,252,1
Fig. 3.102. XRD patterns of Ni-base alloys corroded (a) at 650℃ for 72 hours,(b) at 725℃ for 72 hours,(c) at 725℃ for 168 hours,and (d) at 650℃ for 312 hours=201,254,1
Fig. 3.103. SEM morphology and spot chemical analysis results of (a) gas exposed region and (b) salt exposed region on Inconel 600 corroded at 650℃ for 72 hours ((c) spot chemical analysis)=202,255,1
Fig. 3.104. Corrosion mechanism of Inconel alloys=204,257,1
Fig. 3.105. Microstructure and X-ray line scan of the subscale on Inconel 600 corroded in the molten salt of LiCI-3% Li₂O at (a) 650℃,(b) 725℃ for 72 hours=205,258,1
Fig. 3.106. Spot analysis results of Inconel 600 corroded at 725℃ for 168 hours=206,259,1
Fig. 3.107. SEM morphology of Inconel alloys corroded at 650℃ for 312 hours=208,261,1
Fig. 3.108. SEM morphology (a),and SEI and elemental distributions of subscale on gas exposed region (b) of Inconel 601 corroded at 725℃ for 168 hours=209,262,1
Fig. 3.109. Elemental distributions of the subscale on Inconel 690 corroded at 725℃ for 168 hours,(a) SEI,(b) Cr=210,263,1
Fig. 3.110. XRD patterns of corrosion products of the alloys corroded in various conditions,(a) specimen(650℃,72 hrs),(b) temperature(316LN S.S,72 hrs) (c) time(Incoloy 800H,650℃)=212,265,1
Fig. 3.111. Gibbs free energy change of oxide formation in case of Cr,Fe,and Ni=213,266,1
Fig. 3.112. SEM cross-sectional image and points,concentration profile along to the cross-sectional image of Incoloy 800H corroded at 650℃ for 72 hours=213,266,1
Fig. 3.113. SEM cross-sectional image and points,concentration profile along to the cross-sectional image of 316LN S.S. corroded at 650℃ for 72 hours=214,267,1
Fig. 3.114. Weight loss of the alloys corroded (a) at 725℃ with time and (b) for 72 hours with temperature=214,267,1
Fig. 3.115. SEM photographs of subscale/matrix of the alloys corroded at 725℃,for 72 hours,(a) 316LN S.S,(b) 321 S.S,(c) Incoloy 800H=215,268,1
Fig. 3.116. SEM cross-sectional image and points,concentration profile along to the cross-sectional image of scale/subscale of 321 S.S,corroded at 725℃ for 72 hours=217,270,1
Fig. 3.117. SEM cross-sectional image and points,concentration profile along to the cross-sectional image of scale/matrix of 321 S.S,corroded at 725℃ for 72 hours=218,271,1
Fig. 3.118. SEM cross-sectional image and points,concentration profile along to the cross-sectional image of Incoloy 800H corroded at 725℃ for 72 hours=219,272,1
Fig. 3.119. Elemental distribution of the subscale on the alloys corroded at 725℃ for 72 hours,(a) SEI,(b) Cr,(c) Ni,(d) Fe=220,273,1
Fig. 3.120. Thickness changes of the alloys corroded at 650℃ for various time=222,275,1
Fig. 3.121. SEM photographs of Incoloy 800H corroded at 650℃ (a) 24 hours,(b) 72 hours,(c) 168 hours,and (d) 312 hours=223,276,1
Fig. 3.122. SEI and elemental distribution of Icoloy 800H corroded at 650℃ for 312 hours=224,277,1
Fig. 3.123. SEM cross-sectional image and points,concentration profile along to the cross-sectional image of Incoloy 800H corroded at 650℃ for 312 hours=225,278,1
Fig. 3.124. Change of Li₂O and LiCI decomposition voltage with Li₂O activity in LiCI molten salt=232,285,1
Fig. 3.125. Experimental apparatus for electrolytic reduction of uranium oxide to uranium metal in LiCI-Li₂O molten salt=235,288,1
Fig. 3.126. Electrolytic reduction cell=235,288,1
Fig. 3.127. Cathode,anode and reference electrode=237,290,1
Fig. 3.128. Porous magnesia membrane and U metal produced at anthode=239,292,1
Fig. 3.129. Anode electrode after electrolytic reduction=241,294,1
Fig. 3.130. Relationship between voltage and current in LiCI-3 wt% Li₂O molten salt at 650℃,0.139 ㎷/sec=243,296,1
Fig. 3.131. Relationship between voltage and current of LiCI-3 wt% Li₂O-U₃O8(이미지참조) at 650℃,0.139 ㎷/sec=244,297,1
Fig. 3.132. Change of current and anode voltage with time in LiCI-3 wt% Li₂O-U₃O8(이미지참조) at 650℃,0.139 ㎷/sec=246,299,1
Fig. 3.133. Relationship between voltage and current of LiCI-Li₂O-UO₂at 650℃,0.139 ㎷/sec=246,299,1
Fig. 3.134. Change of cathode,anode and cell voltage with time in LiCI-3 wt% Li₂O-U₃O8(이미지참조) at 1.5 A constant current mode=248,301,1
Fig. 3.135. Oxide layer of platinum anode and uranium metal=249,302,1
Fig. 3.136. TGA curve of uranium metal powder produced=250,303,1
Fig. 3.137. Changes of cell voltage with time in LiCI-3 wt% Li₂O-U₃O8(이미지참조)=251,304,1
Fig. 3.138. Changes of Li₂O concentration with time in a LiCI molten salt=253,306,1
Fig. 3.139. Changes of Li₂O concentration in a LiCI molten salt after the electrolytic reduction=253,306,1
Fig. 3.140. Li₂O closed recycle mechanism from integrated cathode assembly=254,307,1
Fig. 3.141. Relationship between anode potential and Li₂O concentration in LiCI molten salt at 650℃=256,309,1
Fig. 3.142. Corrosion of platinum electrode=258,311,1
Fig. 3.143. Integrated cathode assembly=258,311,1
Fig. 3.144. Effect of cathode and anode potential with U₃O8(이미지참조) layer in a LiCI-Li₂O molten salt=259,312,1
Fig. 3.145. Change of cell and anode potential with current=262,315,1
Fig. 3.146. The formation of H₂gas bubble during the uranium metal washing step=264,317,1
Fig. 3.147. Changes of Li₂O concentration in a LiCI molten salt with time=265,318,1
Fig. 3.148. Li-U-O ternary equilibrium diagram at 950 K=267,320,1
Fig. 3.149. Changes of cell potential and Li₂O concentration with time at 0.3A=271,324,1
Fig. 3.150. Changes of cathode potential and Li₂O concentration with time at 0.3A and 0.4A=271,324,1
Fig. 3.151. Changes of cathode potential and Li₂O concentration with time=273,326,1
Fig. 3.152. Electrical conductivity of UO₂=275,328,1
Fig. 3.153. Changes of cathode and anode potential with time=277,330,1
Fig. 3.154. Changes of Li₂O concentration in a LiCI molten salt with time=278,331,1
Fig. 3.155. Schematic diagram of experimental apparatus for the solubility test=280,333,1
Fig. 3.156. Solubility of Li₂O in 59 mol% LiCI-41 mol% KCI molten salt=280,333,1
Fig. 3.157. Solubility of CaO IN 59 mol% LiCI-41 mol% KCI molten salt=281,334,1
Fig. 3.158. Relationship between potential and current of LiCI-KCI-U₃O8(이미지참조)-Li₂O at 500℃,0.139 mV/sec=282,335,1
Fig. 3.159. Change of cathode and anode potential with time in LiCI-KCI=283,336,1
Fig. 3.160. Cold isostatic press(KCIP-120)=286,339,1
Fig. 3.161. Li-doped NiO powder=286,339,1
Fig. 3.162. Flowchart for synthesis of doped oxides=287,340,1
Fig. 3.163. Sb-doped SnO₂powder=288,341,1
Fig. 3.164. Sintered NiO anode=289,342,1
Fig. 3.165. Sintered Fe₃O₄anode=289,342,1
Fig. 3.166. SEM of Fe₃O₄anode after reduction experiment=290,343,1
Fig. 3.167. SEM of Fe₃O₄anode part immersed into the LiCI-Li₂O molten salt:after reduction experiment=290,343,1
Fig. 3.168. SEM of Fe₃O₄anode part not immersed into the LiCI-Li₂O molten salt:after reduction experiment=291,344,1
Fig. 3.169. SEM of SnO₂=291,344,1
Fig. 3.170. SEM of NiO anode before reduction experiment=292,345,1
Fig. 3.171. LiFeO₂green compact before binder burnoff=293,346,1
Fig. 3.172. Scale-up Fe₃O₄compacts=294,347,1
Fig. 3.173. Slip casting compacts before binder burnoff=295,348,1
Fig. 3.174. Slip casting compacts after binder burnoff=295,348,1
Fig. 3.175. SEM of LiFeO₂slip casting compact=296,349,1
Fig. 3.176. SEM of SnO₂slip casting compact after binder burnoff=297,350,1
Fig. 3.177. SEM of damaged SnO₂slip casting compact=297,350,1
Fig. 3.178. Optimum sintering condition of SnO₂compact=298,351,1
Fig. 3.179. Flowchart for tape-casting slip formulation=306,359,1
Fig. 3.180. Shape of a ceramic disk pellet for measuring the electrical conductivity=307,360,1
Fig. 3.181. Molding die to fabricate a ceramic disk pellet for measuring the electrical conductivity=308,361,1
Fig. 3.182. Ceramic disk pellets made by using the molding die of Fig. 3.181 for measuring the electrical conductivity=309,362,1
Fig. 3.183. Design drawing of the 5 kgU/batch reaction apparatus=311,364,1
Fig. 3.184. Photographs of the 5 kgU/batch reaction apparatus=311,364,1
Fig. 3.185. Operation procedure of the 5 kgU/batch reaction apparatus=315,368,1
Fig. 3.186. Temperatures of the inner reactor during the blank test=318,371,1
Fig. 3.187. Temperatures of the inner reactor during the electrolytic reaction=319,372,1
Fig. 3.188. Temperature gradient in the inner reactor=320,373,1
Fig. 3.189. Schematic diagram of the 40 g U₃O8(이미지참조)/batch and 3.5 kgU₃O8(이미지참조)/batch scale apparatus=321,374,1
Fig. 3.190. Electrochemical reduction in Central Research Institute of Electric Power Industry of Japan=323,376,1
Fig. 3.191. SEM of U₃O8(이미지참조) power=324,377,1
Fig. 3.192. TG curves of the decomposition of Mg(OH)₂and MgCO₃=326,379,1
Fig. 3.193. Calculated △Gr of MgO at various temperatures=327,380,1
Fig. 3.194. XRD spectra of magnesia after the stability test=327,380,1
Fig. 3.195. DTA curves obtained for LiCI/MgO and LiOH/MgO=328,381,1
Fig. 3.196. CO₂-TPD spectra of MgO and Li₂O/MgO under He atmosphere=330,383,1
Fig. 3.197. Calculated △Gr of Li₂O at various temperatures=336,389,1
Fig. 3.198. Thermodynamic analysis on the direct electrolysis of U₃O8(이미지참조)=337,390,1
Fig. 3.199. Photographs of (a) Salt inlet and (b) Magnesia filter housing=338,391,1
Fig. 3.200. Photographs which depict (a) salt vaporization and (b) breakage of alumina insulator,respectively=340,393,1
Fig. 3.201. Formation of Li₂PtO₃on Pt anode=342,395,1
Fig. 3.202. Typical chronopotentiogram in a 5kgU/batch scale apparatus=343,396,1
Fig. 3.203. Variation of Li₂O concentration with reaction time=344,397,1
Fig. 3.204. Cathode voltage vs. applied current during ER reaction=345,398,1
Fig. 3.205. Anode voltage vs. applied current during ER reaction=347,400,1
Fig. 3.206. Photograph of the metal product=350,403,1
Fig. 3.207. XRD spectra of the metal product=352,405,1
Fig. 3.208. Calculated Fe-U phase diagram=352,405,1
Fig. 3.209. SEM of (a) feed material(U₃O8(이미지참조)) and (b) metal product(U)=353,406,1
Fig. 3.210. Mechanical properties of (a) Type 316 S.S and (b) Inconel 600,as a function of temperature=359,412,1
Fig. 3.211. Electrochemical reduction system in the scale of 20 kgU/batch=371,424,1
Fig. 3.212. Schematic diagram of the high temperature valve for the molten salt transfer=375,428,1
Fig. 3.213. Operation of the 20 kgU/batch scale electrochemical reduction system=378,431,1
Fig. 3.214. Flow diagram of the ingot production system=382,435,1
Fig. 3.215. Drawing of the smelter of uranium metal powders=384,437,1
Fig. 3.216. Photograph of the smelter=388,441,1
Fig. 3.217. Photograph of the copper fragments=389,442,1
Fig. 3.218. Temperature profile of the smelter during heating=390,443,1
Fig. 3.219. Photograph of the produced copper ingot=391,444,1
Fig. 3.220. Expected heat load contributors in U.S. spent fuel inventory=397,450,1
Fig. 3.221. Sketch of diffusion through a membrane=402,455,1
Fig. 3.222. Experimental apparatus=408,461,1
Fig. 3.223. Schematic experiment diagram=409,462,1
Fig. 3.224. Concentration changes of metal oxides in molten LiCI from pure metal oxide cathodes=411,464,1
Fig. 3.225. Concentration changes of metal oxides in molten LiCI from U₃O8(이미지참조)+9 wt% metal oxide cathodes=413,466,1
Fig. 3.226. Comparison of concentration changes of Cs₂O in LiCI+3 wt% Li₂O and LiCI from U₃O8(이미지참조)+9 wt% Cs₂O cathode at 650℃=414,467,1
Fig. 3.227. Comparison of concentration changes of SrO in LiCI+3 wt% Li₂O and LiCI from U₃O8(이미지참조)+9 wt% SrO cathode at 650℃=415,468,1
Fig. 3.228. Comparison of concentration changes of BaO in LiCI+3 wt% Li₂O and LiCI from U₃O8(이미지참조)+9 wt% BaO cathode at 650℃=416,469,1
Fig. 3.229. Concentration changes of Cs₂O/SrO/BaO in LiCI+3 wt% Li₂O from U₃O8(이미지참조)+2 wt% Cs₂O/SrO/BaO cathode at 650℃=417,470,1
Fig. 3.230. Cyclic voltammograms of U₃O8(이미지참조) with (a) Cs₂O,(b) SrO,and (c) BaO in LiCI-3 wt% Li₂O and U₃O8(이미지참조) in (d) LiCI-3 wt% Li₂O,and in (e) LiCI=420,473,1
Fig. 3.231. Concentration changes of Cs₂O and Li₂O in molten LiCI from 9 wt% cathode at no current and 0.4A constant current conditions=422,475,1
Fig. 3.232. Concentration changes of SrO and Li₂O in molten LiCI from 9 wt% cathode at no current and 0.4A constant current conditions=423,476,1
Fig. 3.233. Concentration changes of SrO and Li₂O in molten LiCI from 2 wt% cathode at no current and 0.05A constant current conditions=424,477,1
Fig. 3.234. Concentration changes of BaO and Li₂O in molten LiCI from 2 wt% cathode at no current and 0.05A constant current conditions=424,477,1
Fig. 3.235. XRD analysis of cathode residue=426,479,1
Fig. 3.236. Comparison of Li₂O concentration changes in molten salt=427,480,1
Fig. 3.237. Electrolytic reduction cell=431,484,1
Fig. 3.238. Cyclic voltammogram of Li₂O in LiCI at 650℃=433,486,1
Fig. 3.239. Cyclic voltammogram of Li₂O-Nd₂O₃in LiCI at 650℃=434,487,1
Fig. 3.240. XPS spectrogram of electrolysis products of Li₂O-Nd₂O₃in LiCI at 650℃=437,490,1
Fig. 3.241. Cyclic voltammogram of Li₂O-Eu₂O₃in LiCI at 650℃=438,491,1
Fig. 3.242. XPS spectrogram of electrolysis products of Li₂O-Eu₂O₃in LiCI at 650℃=439,492,1
Fig. 3.243. Cyclic voltammogram of Li₂O-Gd₂O₃in LiCI at 650℃=441,494,1
Fig. 3.244. XPS spectrogram of electrolysis products of Li₂O-Gd₂O₃in LiCI at 650℃=442,495,1
Fig. 3.245. Cyclic voltammogram of Li₂O-Pr₂O₃in LiCI at 650℃=443,496,1
Fig. 3.246. XPS spectrogram of electrolysis products of Li₂O-Pr₂O₃in LiCI at 650℃=444,497,1
Fig. 3.247. Chronopotentiogram of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-0.4 A)=447,500,1
Fig. 3.248. TG curve for oxidation for metal products of electrolytic reduction of uranium oxide to uranium metal=447,500,1
Fig. 3.249. XRD patterns of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-0.4 A)=448,501,1
Fig. 3.250. Chronopotentiogram and XRD patterns of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-0.4 A and -0.2 A)=449,502,1
Fig. 3.251. Chronopotentiogram of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-2.2 V cathode potential)=450,503,1
Fig. 3.252. XRD patterns of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-2.2 V cathode potential)=451,504,1
Fig. 3.253. Chronopotentiogram of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-0.1 A)=452,505,1
Fig. 3.254. XRD patterns of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-0.1 A)=452,505,1
Fig. 3.255. Chronopotentiogram of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-2.2 V cathode potential)=453,506,1
Fig. 3.256. XRD patterns of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-2.2 V cathode potential)=453,506,1
Fig. 3.257. Chronopotentiogram of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-2.4 V cell potential)=454,507,1
Fig. 3.258. Chronopotentiogram of electrolytic reduction of uranium oxide to uranium metal in LiCI-3 wt% Li₂O at 650℃(-2.2 V cathode potential)=455,508,1
Fig. 3.259. Flow sheet of advanced spent fuel conditioning process=458,511,1
Fig. 3.260. Mechannical flow sheet in PIE facility=462,515,1
Fig. 3.261. Mechannical flow sheet in SMATER hot cell=464,517,1
Fig. 3.262. Mechannical flow sheet for waste transfer system=467,520,1
Fig. 3.263. Logistic diagram for active demonstration of ACP=476,529,1
Fig. 4.1. Schematic diagram of the apparatus for the bead production=478,531,1
Fig. 4.2. The photograph of the apparatus for the bead production=479,532,1
Fig. 4.3. The photograph of the produced bead=480,533,1
Fig. 4.4. The apparatus for the pelletizing of a molten salt=483,536,1
Fig. 4.5. The dimension of vessel and position of nozzle in the flange=484,537,1
Fig. 4.6. The mold for the pelletizing of a molten salt=485,538,1
Fig. 4.7. Cooling system inside mold for the pelletizing of a molten salt=486,539,1
Fig. 4.8. The mold support and pellet separator=487,540,1
Fig. 4.9. The produced pellet with a 10 ㎜ diameter=489,542,1
Fig. 4.10. The produced pellet with a 20 ㎜ diameter=490,543,1
Fig. 4.11. The produced pellet with a 30 ㎜ diameter=490,543,1
Fig. 4.12. The produced pellet with a 30 ㎜ diameter(3wt% Li₂O)=492,545,1
Fig. 4.13. Schematic diagram of the pelletizing apparatus in the scale of 50㎏ LiCI/batch=493,546,1
Fig. 4.14. The photograph of pelletizing apparatus in the scale of 50㎏ LiCI/batch=494,547,1
Fig. 4.15. The dimension of vessel and position of nozzle of the 50㎏ LiCI/batch scale pelletizing apparatus=495,548,1
Fig. 4.16. The mold and mold support of the 50㎏ LiCI/batch scale pelletizing apparatus=497,550,1
Fig. 4.17. The pellet separator and pellet storage container=499,552,1
Fig. 4.18. The produced pellet from the 50㎏ LiCI/batch scale pelletizing apparatus=503,556,1
Fig. 4.19. The molten salt discharge valve equipped with a needle=503,556,1
Fig. 4.20. Schematic diagram of inert gas purification system=506,559,1
Fig. 4.21. Layout of hot cell=510,563,1
Fig. 4.22. Emission heat vs. airflow relationship chart=512,565,1
Fig. 4.23. Emission heat vs. duct dia. relationship chart=513,566,1
Fig. 4.24. Ventilation method of argon cell=525,578,1
Fig. 4.25. Process flow diagram of purification and cooling system of argon cell=527,580,1
Fig. 5.1. Layout of Building 114 Laboratory for the inactive test of simulator=540,593,1
Fig. 5.2. Diagram of the gas flow removal system=541,594,1
Fig. 5.3. Cartogram of the exposure dose rate in shielded cell K-16(top) after 70 cycles of decontamination of the surfaces and equipment=552,605,1
Fig. 5.4. Layout of equipments in K-16 cell=555,608,1
Fig. 5.5. Assembly drawing of the reduction reactor=556,609,1
Fig. 5.6. Crucible of the reduction reactor=556,609,1
Fig. 5.7. Motor drive and impeller=557,610,1
Fig. 5.8. Bottom precipitate collector=558,611,1
Fig. 5.9. Heater=559,612,1
Fig. 5.10. Campaign schedule of a hot test=561,614,1
Fig. 5.11. Sample preparation of salt phase=562,615,1
Fig. 5.12. Sample preparation of solid phase to make SF metal ingot=563,616,1
Fig. 5.13. Sample preparation of solid phase to determine the SF reduction yield=564,617,1
Fig. 5.14. Radiochemical analysis diagram=564,617,1
Fig. 5.15. Distribution of nuclide between salt and reduced metal phase=570,623,1
Fig. 5.16. Alpha-spectrum of initial fuel[원본불량;p.571]=571,624,1
Fig. 5.17. Gamma-spectrum of initial fuel[원본불량;p.571]=571,624,1
Fig. 5.18. Gamma-spectrum of molten salt[원본불량;p.572]=572,625,1
Fig. 5.19. Ceramic set for smelting the reduced uranium:mold (on the left) and the protective vessel (on the right)=573,626,1
Fig. 5.20. Spent fuel metal ingot=574,627,1
Fig. 5.21. TG curve of spent fuel metal ingot at 300℃=575,628,1
Fig. 5.22. TG curve of spent fuel metal ingot at 250℃=575,628,1
Fig. 5.23. TG curve of spent fuel metal ingot at 193℃=576,629,1
Fig. 5.24. TG curve of spent fuel metal ingot at 183℃=576,629,1
*표시는 필수 입력사항입니다.
| 전화번호 |
|---|
| 기사명 | 저자명 | 페이지 | 원문 | 기사목차 |
|---|
| 번호 | 발행일자 | 권호명 | 제본정보 | 자료실 | 원문 | 신청 페이지 |
|---|
도서위치안내: / 서가번호:

우편복사 목록담기를 완료하였습니다.
*표시는 필수 입력사항입니다.
저장 되었습니다.
