


권호기사보기
| 기사명 | 저자명 | 페이지 | 원문 | 기사목차 |
|---|
| 대표형(전거형, Authority) | 생물정보 | 이형(異形, Variant) | 소속 | 직위 | 직업 | 활동분야 | 주기 | 서지 | |
|---|---|---|---|---|---|---|---|---|---|
| 연구/단체명을 입력해주세요. | |||||||||
|
|
|
|
|
|
* 주제를 선택하시면 검색 상세로 이동합니다.
목차
표제지=0,1,1
제출문=1,2,2
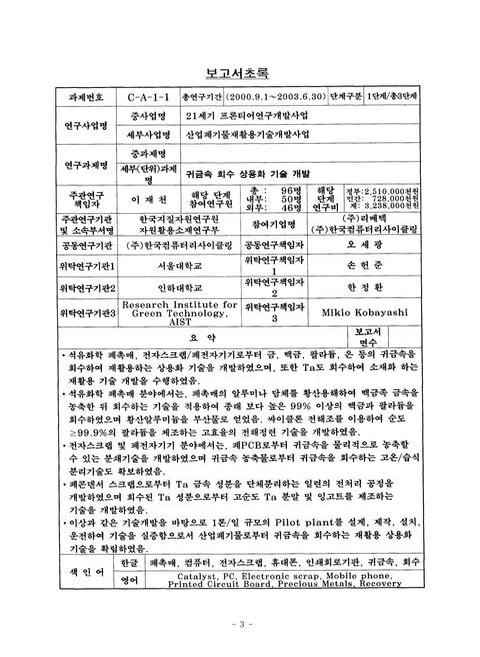
보고서 초록/이재천=3,4,2
요약문=5,6,4
SUMMARY=9,10,4
CONTENTS=13,14,2
목차=15,16,2
List of Table=17,18,4
List of Figure=21,22,10
제1장 연구개발과제의 개요=31,32,1
1. 연구개발의 배경 및 필요성=31,32,2
2. 연구개발의 범위=32,33,5
제2장 국내외 기술개발 현황=37,38,1
1. 귀금속의 자원 및 용도=37,38,4
2. 석유화학폐촉매로부터 귀금속의 재활용기술 개발현황=40,41,2
3. 폐전자기기로부터 귀금속의 재활용기술 개발현황=42,43,11
4. Ta 스크랩의 재활용기술 개발현황=52,53,8
5. 기타 산업폐기물로부터 귀금속의 재활용기술 개발현황=59,60,2
제3장 연구개발수행 내용 및 결과=61,62,1
1. 이론적 배경=61,62,25
2. 석유화학 폐촉매로부터 귀금속의 회수기술 개발=85,86,68
3. 전자스크랩 및 폐전자기기로부터 귀금속의 회수기술 개발=153,154,86
4. 전자스크랩으로부터 탄탈륨의 회수 및 소재화 기술개발[내용누락;p.261~262]=239,240,57
제4장 연구개발목표의 달성도 및 대외기여도=296,297,1
1. 연구개발목표의 달성도=296,297,3
2. 관련분야 기술발전에의 대외기여도=299,300,1
제5장 연구개발결과의 활용계획=300,301,1
1. 추가연구의 필요성=300,301,1
2. 타 연구에의 응용=300,301,1
3. 기업화 추진방안=300,301,1
제6장 연구개발과정에서 수집한 해외과학기술정보=301,302,1
제7장 참고문헌=302,303,7
[부록] 국제위탁연구:Recovery of Valuable Metals from Electrical and Electronic Scraps=309,310,2
Contents=311,312,2
1. Liberation of Composite Materials=313,314,9
2. Solid Particle Separation=322,323,6
3. Hydrometallurgical Recovery=328,329,14
4. Environmental Impact Assessment using Life Cycle Assessment=342,343,4
List of Achievement=346,347,7
특정연구개발사업 연구결과 활용계획서=353,354,13
영문목차
[title page etc.]=0,1,13
CONTENTS=13,14,18
Chap. 1 Introduction=31,32,1
1. Background and necessity of the study=31,32,2
2. Work scope=32,33,5
Chap. 2 State of the art in the domestic and foreign country=37,38,1
1. Use and resource of precious metals=37,38,4
2. State of the art for recovering precious metals from spent petroleum catalyst=40,41,2
3. State of the art for recovering precious metals from electronic scrap and the obsolete electronics=42,43,11
4. State of the art for recycling Ta scrap=52,53,8
5. State of the art for recovering precious metals from other industrial wastes=59,60,2
Chap. 3 Contents and results of the study=61,62,1
1. Theoretical background=61,62,25
2. Development of a technology for recovering precious metals from spent petroleum catalyst=85,86,68
3. Development of a technology for recovering precious metals from electronic scrap and the obsolete electronics=153,154,86
4. Development of a technology for recovering and utilizing Ta from Ta scrap=239,240,57
Chap. 4 Achievements=296,297,1
1. Degree of achievement=296,297,3
2. Degree of contribution=299,300,1
Chap. 5 Utilization of results=300,301,1
1. Necessity of the additional study=300,301,1
2. Application in the other study=300,301,1
3. Propulsion plan for industrialization=300,301,1
Chap. 6 Collected information=301,302,1
Chap. 7 Reference=302,303,7
[Appendix] Entrusted Research Final Report=309,310,57
Figure 2-1. Flow sheet of the processing of Ta.=55,56,1
Figure 2-2. Relation of particle shape and CV value.=56,57,1
Figure 2-3. Price ratio with CV level.=57,58,1
Figure 2-4. Flow sheet of the domestic circulation of Ta.=58,59,1
Figure 3-1. Depolymerization of silicate network.=70,71,1
Figure 3-2. Silicate network broken by adding CaF₂.=70,71,1
Figure 3-3. Closed loop means region of temperature below 1400(Al₂O₃-CaO-SiO₂).=71,72,1
Figure 3-4. Role of slag on the recovery of precious metals.=72,73,1
Figure 3-5. Phase diagram for Cu and Au.=73,74,1
Figure 3-6. Phase diagram for Cu and Pd.=73,74,1
Figure 3-7. Phase diagram for Cu and Pt.=74,75,1
Figure 3-8. Redox behavior of precious metals in HCI acid solution.=76,77,1
Figure 3-9. Ion species of precious metals in HCI acid solution.=76,77,1
Figure 3-10. Conventional processes for separating precious metals.=80,81,1
Figure 3-11. Purification process of precious metals by solvent extraction.=83,84,1
Figure 3-12. Photos of spent petroleum catalysts.=88,89,1
Figure 3-13. Photo of rotary kiln for calcining spent catalyst.=89,90,1
Figure 3-14. Reactor of spent petroleum catalysts.=91,92,1
Figure 3-15. Effect of particle size at 6.0M H₂SO₄. (Spent catalyst;AR-405,Temp.;100℃,Time;4 hr.,Conc.;220g/L)=92,93,1
Figure 3-16. Effect of particle size at 6.0M H₂SO₄. (Spent catalyst;R-134,Temp.;100℃,Time;4 hr.,Conc.;220g/L)=93,94,1
Figure 3-17. Effect of the concentration of H₂SO₄. (Spent catalyst;AR-405 and R-134,Temp.;100℃,Time;4 hr.,Conc.;220g/L)=94,95,1
Figure 3-18. Effect of reaction time at 6.0M and 8.0M H₂SO₄. (Spent catalyst;AR-405,Temp.;100℃,Time;4 hr.,Conc.;220g/L)=95,96,1
Figure 3-19. Effect of reaction time at 6.0M and 8.0M H₂SO₄. (Spent catalyst;R-134,Temp.;100℃,Time;4 hr.,Conc.;220g/L)=96,97,1
Figure 3-20. Effect of the solid/liquid ratio at 6.0M H₂SO₄. (Spent catalyst;AR-405,Temp.;100℃,Time;4 hr.)=97,98,1
Figure 3-21. Effect of particle size at 6.0M H₂SO₄. (Spent catalyst;LD-265,Temp.;100℃,Time;4 hr.,Conc.;220g/L)=98,99,1
Figure 3-22. Effect of reaction time at 8.0M H₂SO₄. (Spent catalyst;LD-265,Temp.;100℃,Conc.;220g/L)=99,100,1
Figure 3-23. Effect of the concentration of H₂SO₄. (Temp.;100℃,Time;4hr.,Conc.;220g/L)=101,102,1
Figure 3-24. Effect of reaction time. (H₂SO₄;6.0M,Temp.;100℃,Conc.;220g/L)=102,103,1
Figure 3-25. Effect of the adding Al. (Pt;0.23g/L,Temp.;60℃,Time;10min.)=103,104,1
Figure 3-26. Photos of residue and Pt particle.=104,105,1
Figure 3-27. Photos of (A) (NH₄)₂PtCl6(이미지참조),(B) PdCl6(이미지참조)(NH₄)₂,and (C) Pt sponge recovered from the separation process.=108,109,1
Figure 3-28. Electrochemical cell for Pd recovery.=110,111,1
Figure 3-29. Polarization curves in 6M HCI solutions at various dissolved Pd concentrations. (40℃)=111,112,1
Figure 3-30. Polarization curves in 0.76M HCI solutions at various dissolved Pd concentrations. (40℃)=111,112,1
Figure 3-31. Limiting current density versus Pd concentration at-0.1V. (40℃)=112,113,1
Figure 3-32. Effect of Pd concentration on microstructure of electrodeposited Pd layer at limiting current density (0.76M HCI,25℃). (a) 0.01M (b) 0.02M (c) 0.06M (d) 0.1M=113,114,1
Figure 3-33. Effect of current density on macrostructure of electrodeposited Pd layer.=114,115,1
Figure 3-34. Effect of current density on microstructure of electrodeposited Pd layer.=115,116,1
Figure 3-35. Effect of current density on stress produced by electrodeposition of Pd in 6M HCI solution containing 0.1M Pd 25℃. (a) 0.2iL,(b) 0.44iL,(c) 0.88iL,(d) 1.46iL=116,117,1
Figure 3-36. Effect of current density on stress produced by electrodeposition of Pd in 6M HCI solution containing 0.1M Pd 25℃. (a) 0.2iL,(b) 0.44iL,(c) 0.88iL,(d) 1.46iL=117,118,1
Figure 3-37. Effect of temperature on stress of electrodeposited Pd layer in 6M HCI solution containing 0.1M Pd at 8.85㎃/㎠.=118,119,1
Figure 3-38. Effect of temperature on microstruture of electrodeposited Pd layer in 6M HCI solution containing 0.1M Pd at 8.85 ㎃/㎠. (a) 25 ℃ (b) 40℃ (c) 55 ℃ (d) 70 ℃=118,119,1
Figure 3-39. Current efficiency versus electrolysis time on batch-type process.=119,120,1
Figure 3-40. Ionic conductivity versus electrolysis time on batch-type process.=120,121,1
Figure 3-41. Dissolution rate of Pd bulk metal in 6M HCI solution at 70 ℃.=120,121,1
Figure 3-42. Electrochemically recovered Pd metal Sheet from 6M HCI solution containing 0.1M Pd.=121,122,1
Figure 3-43. Change of microstructure of electrochemically recovered Pd metal sheet as a function of time.=122,123,1
Figure 3-44. Schematic diagram of cyclone apparatus.=123,124,1
Figure 3-45. Polarization curves of Pd contained acid solution as a function of rotating speed of electrode.=124,125,1
Figure 3-46. Polarization curves of Pd contained acid solution as a function of temperature. ( Cpd(이미지참조)=200 ppm,pH=1,900 rpm )=125,126,1
Figure 3-47. Polarization curves of Pd contained acid solution as a function of pH. ( Cpd(이미지참조)=200 ppm,20℃,900 rpm )=126,127,1
Figure 3-48. Polarization curves in acid solutions at various dissolved Pt concentrations.=126,127,1
Figure 3-49. Polarization curves in Pd contained acid solution as a function of rotating speed of electrode.=127,128,1
Figure 3-50. Polarization curves of Pt and Pd mixed solution.=127,128,1
Figure 3-51. Residual Pd concentration versus flowing speed of electrolyte. (Cpd(이미지참조)=200 ppm,applied voltage=2V,pH=1,20℃)=128,129,1
Figure 3-52. (a) Residual Pd concentration versus cell voltage (b) Current efficiency versus cell voltage. (Cpd2+(이미지참조)=200 ppm,linear solution velocity=3 ms-1(이미지참조),pH 1,20℃)=129,130,2
Figure 3-53. Effect of pH on Pd recovery. (Cpd2+(이미지참조)=200 ppm,linear solution velocity=3 ms-1(이미지참조),applied voltage=2V,20℃)=131,132,1
Figure 3-54. Recovery from leaching solution containing palladium.(linear solution velocity=3 m/sec,applied voltage=2V,pH=1,20℃)=131,132,1
Figure 3-55. Effect of applied voltage on concentration change of residual Pt in solution.=133,134,1
Figure 3-56. Effect of applied voltage on current.=133,134,1
Figure 3-57. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=5:5 ).=135,136,1
Figure 3-58. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=4:6 ).=135,136,1
Figure 3-59. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=3:7 ).=136,137,1
Figure 3-60. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=2:8 ).=136,137,1
Figure 3-61. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=1:9 ).=137,138,1
Figure 3-62. Shape of bead with the amount of spent catalyst.=139,140,1
Figure 3-63. Design for the reactor,300L glass lined=142,143,2
Figure 3-64. Photo of the reactor to be builded.=144,145,1
Figure 3-65. Operating foreground and reactor.=145,146,1
Figure 3-66. Result of the dissolution experiments using 300L glass lined.=146,147,1
Figure 3-67. Unit process of pilot plant.=147,148,1
Figure 3-68. Unit process of pilot plant and foreground of that.=148,149,1
Figure 3-69. Photo of various chips generated from the domestic electric and electronic companies.=154,155,2
Figure 3-70. Photo of varistor generated from the domestic electric and electronic companies.=157,158,1
Figure 3-71. Photo of various electric and electronic scraps generated from the domestic electric and electronic companies.=158,159,2
Figure 3-72. Photo of used printed circuit boards(PCB) generated from the domestic electric and electronic companies.=161,162,2
Figure 3-73. Photo of the main components of used mobile phone.=164,165,1
Figure 3-74. Photo of the disassembly of used mobile phone.=167,168,1
Figure 3-75. PCBs grinded by crusher.=168,169,1
Figure 3-76. Shredders used in the crushing test.=170,171,1
Figure 3-77. Design for the second crusher.=171,172,1
Figure 3-78. Design for the crusher for the pilot plan test.=172,173,2
Figure 3-79. Design for the air separator.=174,175,1
Figure 3-80. Foreground of the pilot plant.=175,176,1
Figure 3-81. A flow chart illustrating why slag chemistry is needed.=178,179,1
Figure 3-82. Iso-viscosity lines of Al₂O₃-CaO-SiO₂-MgO melts at 1500℃.=179,180,1
Figure 3-83. Phase diagram of FeO-CaO-SiO₂ slag system. region of closed loop means temperature below 1200℃ and position of has lowest melting point.=179,180,1
Figure 3-84. Iso-viscosity lines in CaO-SiO₂-FeO slag system closed loop means region of temperature below 1200℃.=180,181,1
Figure 3-85. Iso-viscosity lines of Al₂O₃-CaO-SiO₂-FeO melts at 1300℃.=180,181,1
Figure 3-86. Viscosities of the CaO-SiO₂-CaF₂(B=1.0) slags as a function of temperature at different CaF₂ contents.=181,182,1
Figure 3-87. Viscosities of the CaO-SiO₂-CaF₂(B=1.3) slags as a function of temperature.=182,183,1
Figure 3-88. Viscosities of the CaO-SiO₂-10wt%MgO-CaF₂(B=1.0) slags as a function of temperature.=183,184,1
Figure 3-89. Viscosities of the CaO-SiO₂-10wt%MgO-CaF₂(B=1.3) slags as a function of temperature.=183,184,1
Figure 3-90. Force balance on metal particle in slag phase.=186,187,1
Figure 3-91. DTA analysis of PCB scrap.=188,189,1
Figure 3-92. Photograph of Chan Balance D-200.=189,190,1
Figure 3-93. Weight reduction of PCB scrap with different mesh size after oxidation.=189,190,1
Figure 3-94. Results of TG analysis with different mesh size of PCB scrap.=190,191,1
Figure 3-95. (a) Picture of vertical tube furnace (b) Schematic diagram of vertical tube furnace. Pt Crucible for calcinations and combustion=191,192,1
Figure 3-96. Photograph of PCB scrap after combustion(SEM).=192,193,1
Figure 3-97. Size distribution and major chemical compositions of PCB after combustion.=195,196,1
Figure 3-98. High temperature viscometer ME1700 of HAKKE.=197,198,1
Figure 3-99. Schematic diagram for measuring slag viscosity with rotating viscometer.=197,198,1
Figure 3-100. Prediction of settling time with various particle size and density.=199,200,1
Figure 3-101. Temperature dependency of Al₂O₃-CaO-SiO₂ slag viscosity.=200,201,1
Figure 3-102. Differences in measured viscosity between continuous cooling and holding temperature method.=201,202,1
Figure 3-103. Viscosities of the Al₂O₃-CaO-SiO₂ slag system at different basicity and Al₂O₃ contents.=202,203,1
Figure 3-104. Viscosity change of 15wt%Al₂O₃-45wt%CaO-40wt%SiO₂ slag system according to temperature.=204,205,1
Figure 3-105. Dependence of Al₂O₃-CaO-SiO₂ slag's viscosity on basicity at 1400℃ and 1500℃.=204,205,1
Figure 3-106. Viscosities of the 15wt%Al₂O₃-CaO-SiO₂-10wt%MgO slags at different Basicity(0.17-0.63).=205,206,1
Figure 3-107. Viscosities of the 20wt%Al₂O₃-CaO-SiO₂-10wt%MgO slags at different basicity(0.75-1.33).=206,207,1
Figure 3-108. Viscosities of the 20wt%Al₂O₃-CaO-35wt%SiO₂-MgO as a function of temperature at different MgO contents.=207,208,1
Figure 3-109. Viscosities of the 20wt%Al₂O₃-CaO-SiO₂-MgO (B=1.0) as a function of temperature at different MgO contents.=208,209,1
Figure 3-110. Dependence of Al₂O₃-CaO-SiO₂-MgO slag's viscosity on basicity at 1500℃.=208,209,1
Figure 3-111. Viscosities of the 20wt%Al₂O₃-CaO-35wt%SiO₂-CaF2 as a function of temperature at different CaF₂ contents.=209,210,1
Figure 3-112. 20wt%Al₂O₃-40wt%CaO-35wt%SiO₂-5wt%CaF₂ slag and 20wt%Al₂O₃-40wt%CaO-35wt%SiO₂-5wt%MgO slag's comparison.=210,211,1
Figure 3-113. 20wt%Al₂O₃-35wt%CaO-35wt%SiO₂-10wt%CaF₂ slag and 20wt%Al₂O₃-35wt%CaO-35wt%SiO₂-10wt%MgO slag's comparision.=211,212,1
Figure 3-114. Viscosity change of 16wt%CaO-37wt%SiO₂-47wt%FeO slag according to temperature.=212,213,1
Figure 3-115. Viscosities of the 10wt%Al₂O₃-25wt%CaO-SiO₂-FeO slags at different basicity(0.56-1.0).=212,213,1
Figure 3-116. Viscosities of the 10wt%Al₂O₃-CaO-SiO₂-FeO (B=213,214,1
Figure 3-117. Measured viscosity vs. calculated viscosity for slag system at 1500℃-Riboud model.=214,215,1
Figure 3-118. Measured viscosity vs. of calculated viscosity for the Al₂O₃-CaO-SiO₂(-MgO)(-CaF₂) slags at 1500℃-Urbain model.=214,215,1
Figure 3-119. Schematic diagram of high frequency induction furnace,indirect heating of carbon crucible was adopted.=215,216,1
Figure 3-120. Temperature calibration curve of high frequency induction furnace obtained from setting and measured temperature from copper melt.=216,217,1
Figure 3-121. Photograph of high frequency induction furnace.=216,217,1
Figure 3-122. Photographs of collector metal,slag and high frequency induction furnace during experiment.=217,218,1
Figure 3-123. Comparison of recovery ratio between 15wt%Al₂O₃-29wt%CaO-46wt%SiO₂-10wt%MgO slag and 20wt%Al₂O₃-35wt%CaO-35wt%SiO₂-1Owt%MgO slag system.=218,219,1
Figure 3-124. Photographs showing collected Cu from the slag in 15wt%Al₂O₃-29wt%CaO-46wt%SiO₂-10wt%MgO(M4) slag system at different temperature.=219,220,1
Figure 3-125. The temperature dependency of Cu chip recovery ratio in 15wt%Al₂O₃-29wt%CaO-46wt%SiO₂-10wt%MgO(M4) slag system.=220,221,1
Figure 3-126. Photographs showing collected Cu from the slag in 20wt%Al₂O₃-35wt%CaO-35wt%SiO₂-10wt%MgO(M7) slag system at different temperature.=220,221,1
Figure 3-127. The temperature dependency of Cu chip recovery ratio in 20wt%Al₂O₃-35wt%CaO-35wt%SiO₂-10wt%MgO slag system.=221,222,1
Figure 3-128. Used PCB incinerated at 600℃ for 90min.=223,224,1
Figure 3-129. Weight loss of the used PCB incinerated at 600℃.=223,224,1
Figure 3-130. XRD patterns of the used PCB incinerated at 600℃ for 90min.=224,225,1
Figure 3-131. Spent autocatalyst incinerated at 600℃ for 90min.=224,225,1
Figure 3-132. Flow sheet of the process suggested in the study.=225,226,1
Figure 3-133. Isothermal line of 1400℃ in the SiO₂-CaO-Al₂O₃ system used to predict melting temperature of the used PCB(wt%).=226,227,1
Figure 3-134. Isothermal line of 1600℃ in the SiO₂-MgO-Al₂O₃ slag system used to predict melting temperature of the spent autocatalyst(wt%).=227,228,1
Figure 3-135. Isothermal line of 1300℃ in the Al₂O₃-CaO-SiO₂-MgO slag system(wt%).=228,229,1
Figure 3-136. Isothermal line of 1300℃ in the FeO-CaO-SiO₂ slag system(wt%).=228,229,1
Figure 3-137. Slag and Cu alloy produced from the obsolete PCB.=229,230,1
Figure 3-138. Average recovery of metals from the charge materials of A and B in Table 3-34.=231,232,1
Figure 3-139. Average recovery of metals from the charge material of C in Table 3-34.=233,234,1
Figure 3-140. Average recovery of metals from the charge materials of A1,A2,and A3 in Table 3-39.=235,236,1
Figure 3-141. Foreground of the pilot plant.=237,238,1
Figure 3-142. Used computer board with tantalum condensers.=240,241,1
Figure 3-143. Appearance of dip-type condenser and tantalum element.=241,242,1
Figure 3-144. Condenser scrap sieved after crushing with roll mill.=243,244,1
Figure 3-145. Separation of metallic/non-metallic elements.=245,246,1
Figure 3-146. Magnetic separation of metallic elements=246,247,1
Figure 3-147. SEM of metallic elements.=247,248,1
Figure 3-148. XRD of metallic elements and of their hydrided powders.=249,250,1
Figure 3-149. Button samples prepared by arc and plasma melting of metallic elements.=250,251,1
Figure 3-150. Appearance of chip type condenser used.=251,252,1
Figure 3-151. Appearance of Roll Crusher.=252,253,1
Figure 3-152. Appearance of Vibrator.=253,254,1
Figure 3-153. Appearance of crushed condensers.=255,256,1
Figure 3-154. Appearance of zigzag-type air classifier.=260,261,1
Figure 3-155. Product by air separation of 8/10 mesh crushed scraps.[내용누락;p.262]=262,263,2
Figure 3-156. Product by air separation of 10/18 mesh crushed scraps.=265,266,2
Figure 3-157. Product by air separation of under 18 mesh crushed scraps.=268,269,1
Figure 3-158. Schematic of HDH furnace.=273,274,1
Figure 3-159. Appearance of HDH furnace.=273,274,1
Figure 3-160. XRD of TaH powders hydrided at various hydrogen temperature. (a) 500℃ (b) 600℃ (c) 700℃=274,275,1
Figure 3-161. XRD of TaH powders hydrided different times. (a) 1 (b) 2 (c) 3 (d) 4=275,276,1
Figure 3-162. XRD of TaH powders hydrided at various hydrogen pressure. (a)1-2 (b)2-3 (c)3-4 (d)4-5=277,278,1
Figure 3-163. XRD of TaH powders after ball milling of various duration. (a) 24hr (b) 48hr (c) 96hr (d) 192hr=278,279,1
Figure 3-164. Variation of TaH particle size on ball milling time.=279,280,1
Figure 3-165. SEM of Ta powders prepared by vacuum heating of TaH powders. (a) TaH powder (b) Ta powder=280,281,1
Figure 3-166. Non-metallic impurites in Ta powders after various ball mill duration.=283,284,1
Figure 3-167. SEM of TaH and Ta powders used for the capacitor experiment.=283,284,1
Figure 3-168. Appearance of pellet specimens used for condenser experiment.=284,285,1
Figure 3-169. Appearance of condenser pellets before and after sintering.=284,285,1
Figure 3-170. Appearance of tantalum powders used in the condenser measurement.=285,286,1
Figure 3-171. Appearance of EMO-100 Electron Beam Melting Furnace.=288,289,1
Figure 3-172. Flow chart for EB button melting process.=289,290,1
Figure 3-173. Flow chart for the melting process of tantalum ingots(Φ:60㎜).=290,291,1
Figure 3-174. Button samples manufactured from the recovered tantalum by arc melting.=291,292,1
Figure 3-175. Button samples prepared from the wire scrap by EB melting.=292,293,1
Figure 3-176. Ta ingot prepared from the wire scrap by EB melting.=293,294,1
jpg
Figure 3-27. Photos of (A) (NH₄)₂PtCl6(이미지참조),(B) PdCl6(이미지참조)(NH₄)₂,and (C) Pt sponge recovered from the separation process.=108,109,1
Figure 3-57. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=5:5 ).=135,136,1
Figure 3-58. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=4:6 ).=135,136,1
Figure 3-59. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=3:7 ).=136,137,1
Figure 3-60. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=2:8 ).=136,137,1
Figure 3-61. Electrochemical recovery of Pt and Pd from mixed solution ( Pt:Pd=1:9 ).=137,138,1
Figure 3-62. Shape of bead with the amount of spent catalyst.=139,140,1
Figure 3-65. Operating foreground and reactor.=145,146,1
Figure 3-76. Shredders used in the crushing test.=170,171,1
Figure 3-80. Foreground of the pilot plant.=175,176,1
Figure 3-124. Photographs showing collected Cu from the slag in 15wt%Al₂O₃-29wt%CaO-46wt%SiO₂-10wt%MgO(M4) slag system at different temperature.=219,220,1
Figure 3-125. The temperature dependency of Cu chip recovery ratio in 15wt%Al₂O₃-29wt%CaO-46wt%SiO₂-10wt%MgO(M4) slag system.=220,221,1
Figure 3-126. Photographs showing collected Cu from the slag in 20wt%Al₂O₃-35wt%CaO-35wt%SiO₂-10wt%MgO(M7) slag system at different temperature.=220,221,1
Figure 3-137. Slag and Cu alloy produced from the obsolete PCB.=229,230,1
Figure 3-141. Foreground of the pilot plant.=237,238,1
Figure 3-143. Appearance of dip-type condenser and tantalum element.=241,242,1
Figure 3-144. Condenser scrap sieved after crushing with roll mill.=243,244,1
Figure 3-145. Separation of metallic/non-metallic elements.=245,246,1
Figure 3-174. Button samples manufactured from the recovered tantalum by arc melting.=291,292,1
Figure 3-176. Ta ingot prepared from the wire scrap by EB melting.=293,294,1
Fig. 1-3 Size distributions of particles ground by several techniques.=315,316,1
Fig. 2-3 Relationship between fiow rate and separation efficiency=325,326,1
Fig. 2-4 Liberated copper and aluminum=325,326,1
Fig. 2-6 Simulation of zirconia and glass beads separation using accelerated column.=327,328,1
*표시는 필수 입력사항입니다.
| 전화번호 |
|---|
| 기사명 | 저자명 | 페이지 | 원문 | 기사목차 |
|---|
| 번호 | 발행일자 | 권호명 | 제본정보 | 자료실 | 원문 | 신청 페이지 |
|---|
도서위치안내: / 서가번호:

우편복사 목록담기를 완료하였습니다.
*표시는 필수 입력사항입니다.
저장 되었습니다.
